1.7 Accuracy and Error
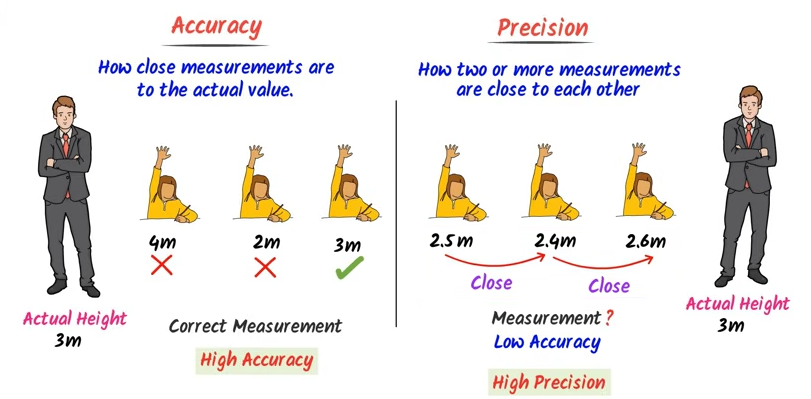
Accuracy and Precision
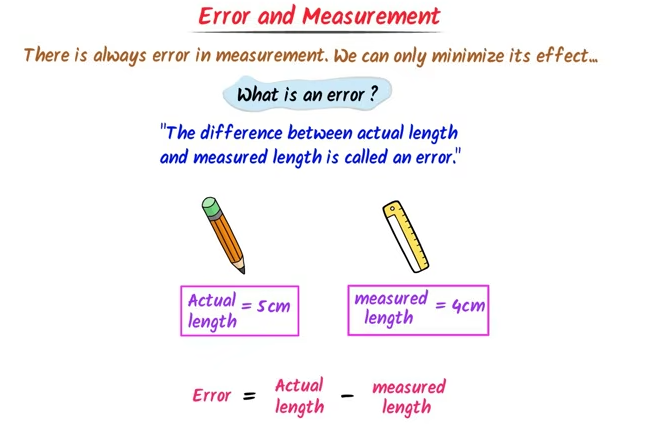
Error In Measurement
We use different kinds of instruments for measuring various quantities. However, these measurements always has a degree of uncertainty related to it. This uncertainty is called as error in the measurement. Thus, the difference between the measured value and the true value of a quantity is known as the error of measurement.
\(\therefore \quad\) Error = True value – Measured value
Errors may arise from different sources and are usually classified as follows:
Types of Error
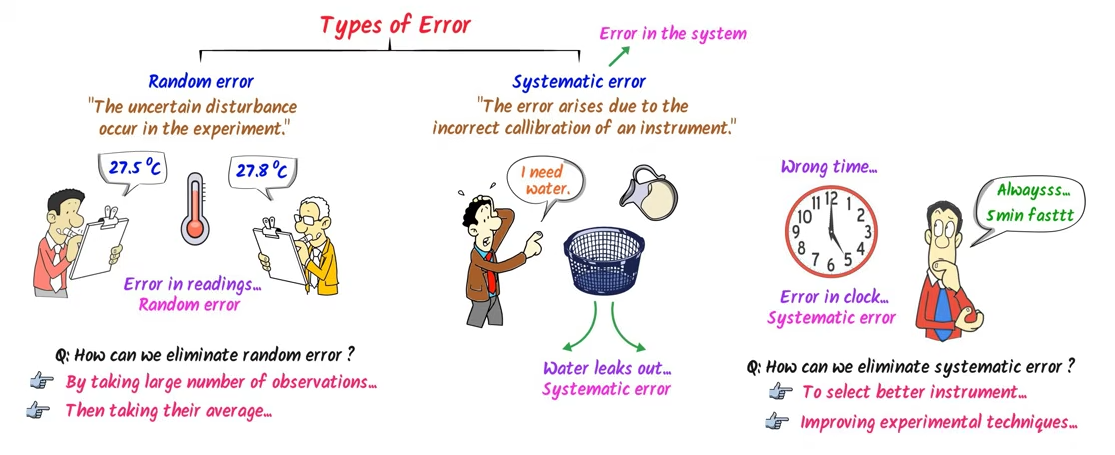
Systematic errors
These are the errors whose causes are known to us. They can be either positive or negative. One of the common source of systematic errors is as follows:
Instrumental errors:
These errors are due to imperfect design or erroneous manufacture or misuse of the measuring instrument. These are of following types:
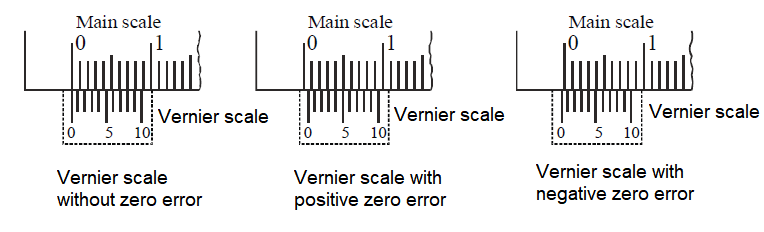
- Zero error: If the zero mark of vernier scale does not coincide with the zero mark of the main scale, the instrument is said to have zero error. A metre scale having worn off zero mark also has zero error.
- Least count or permissible error: This error is due to the limitation imposed by the least count of the measuring instrument. It is an uncertainty associated with the resolution of the measuring instrument.
Note: Least Count (LC) of
(a) Vernier callipers \(=\frac{\text { Value of 1MSD }}{\text { Number of divisions }}\) or \(L C=1 M S D-1\) VSD on vernier scale
(b) Screw gauge \(=\frac{\text { Pitch }}{\text { Number of divisions on circular scale }}\)
- Constant error: The errors which affect each observation by the same amount are called constant errors. Such errors are due to faulty calibration of the scale of the measuring instrument.
- Backlash error: Backlash error occurs in screw gauge, when we try to rotate the screw very fast to measure a reading. Due to this, there is some slipping between the different screws instead of the rotation, which gives an incorrect reading. To avoid this we should rotate the screw slowly in only one direction.
Causes of systematic errors
Few causes of systematic errors are as follows
- Instrumental errors may be due to erroneous instruments. These errors can be reduced by using more accurate instruments and applying zero correction, when required.
- Sometimes errors arise on account of ignoring certain facts. e.g. In measuring time period of simple pendulum, error may creap because no consideration is taken of air resistance. These errors can be reduced by applying proper corrections to the formula used.
- Change in temperature, pressure, humidity, etc., may also sometimes cause errors in the result. Relevant corrections can be made to minimise their effects.
Vernier callipers
A vernier calliper is defined as a measuring device that is used for the measurement of linear dimensions. It is also used for the measurement of diameters of round objects with the help of the measuring jaws.
Actual Reading = Main Scale + Vernier Scale
Vernier Calliper Diagram
Vernier Calliper is a precision measuring instrument used to measure the internal and external dimensions of an object. It consists of two main parts:
- A Fixed Jaw
- A Movable Jaw
The fixed jaw is used to measure the outside of an object, while the movable jaw is used to measure the inside of an object. This is a device that is used to measure very smaller values and it can measure the value in the range of 0.1 mm. The image added below shows a vernier calliper.
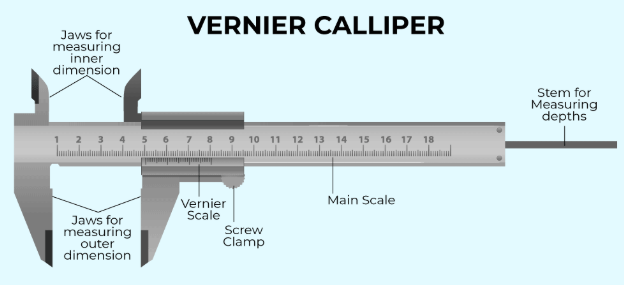
The main parts of a vernier Calliper are:
Main Scale: The main scale is a graduated scale that is used to measure the overall length of an object.
Vernier Scale: The vernier scale is a second scale that is used to measure small increments of length.
Least Count (LC)
The least count of vernier Calliper is the smallest measurement that can be made with the instrument. It is calculated by dividing the smallest division on the main scale by the number of divisions on the vernier scale. The mathematical formula for the Least Count of Vernier Calliper is,
Least count \(=1 \mathrm{~MSD}-1 \mathrm{~VSD}\)
(MSD \(\rightarrow\) main scale division
VSD \(\rightarrow\) Vernier scale division)
Least count=VC \(=1 \mathrm{~MSD}-1 \mathrm{~VSD}\)
(MSD \(\rightarrow\) main scale division
VSD \(\rightarrow\) Vernier scale division)
Where,
\(VC\) is Vernier Constant
\(MSD\) is Main Scale Division
\(VSD\) is Vernier Scale Division
\(LC\) is Least Count
If there are \(n\) divisions on the Vernier Scale then if they coincide with ( \(n-1\) ) division on the main scale, now the least count of the Vernier Scale is,
\(
L C=(1-\{n-1\} / n) M S D
\)
For example, A vernier scale has 10 parts, which are equal to 9 parts of the main scale, having each path equal to 1
\(
\begin{aligned}
& \mathrm{mm} \text { then least count }=1 \mathrm{~mm}-\frac{9}{10} \mathrm{~mm}=0.1 \mathrm{~mm} \\
& {[\because 9 \mathrm{~MSD}=10 \mathrm{~VSD}]}
\end{aligned}
\)
Example 1: In a vernier callipers, 1 main scale reading is 1 mm and 9 th main scale division coincide with 10 th vernier scale. Find the least count of vernier.
Solution: Given, 1 main scale reading or division (MSD)
\(
\begin{array}{rlrl}
& & =1 \mathrm{~mm} \\
& & 9 \mathrm{~MSD} & =10 \mathrm{~VSD} \\
\Rightarrow & & 1 \mathrm{~VSD} & =\frac{9}{10} \mathrm{~MSD}=\frac{9}{10} \times 1=\frac{9}{10} \mathrm{~mm} \\
\therefore & & \mathrm{LC} & =1-\frac{9}{10}=\frac{1}{10} \mathrm{~mm} \text { or } 0.1 \mathrm{~mm}
\end{array}
\)
Zero Error in Vernier Callipers
Zero error in vernier Callipers is the error that occurs when the jaws of the Calliper are closed and the zero mark on the vernier scale does not coincide with the zero mark on the main scale. Zero error can be either positive or negative. Positive zero error means that the vernier scale is ahead of the main scale, while negative zero error means that the vernier scale is behind the main scale.
The zero error is always subtracted from the reading to get the corrected value. If the zero error is positive, its value is calculated as we take any normal reading.
Positive zero error =[ vsd coinciding ]\( \times\) L.C.
Negative zero error =-[ Total no. of vsd – vsd coinciding ]\( \times\) L.C.
To get correct measurement with vernier callipers having a zero error, the zero error with its proper sign is always subtracted from the observed reading.
Actual reading = Observed reading – zero error (with sign)
Example 2: In the diagram shown below, calculate the zero error.
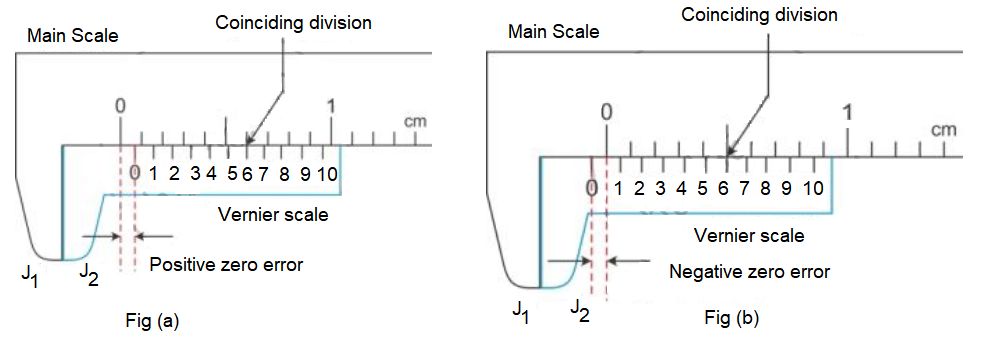
Solution: To find this error, we note the division of the vernier scale, which coincides with any division of the main scale. The number of this vernier division when multiplied by the least count of the vernier callipers, gives the zero error. In Fig. (a), the zero error is positive (on bringing the two jaws together, if the zero mark of the vernier scale is on the right of the zero mark of the main scale, the error is said to be positive).
For example, for the scales shown, the least count is 0.01 cm and the \(6^{\text {th }}\) division of the vernier scale coincides with a main scale division.
Zero error \(=+6 \times\) L.C. \(=+6 \times 0.01 \mathrm{~cm}=+0.06 \mathrm{~cm}\)
In Fig. (b) zero error is negative (on bringing the two jaws together, if the zero mark of the vernier scale is on the left of the zero mark of the main scale, then the error is said to be negative).To find this error, we note the division of the vernier scale coinciding with any division of the main scale. The number of this vernier division is subtracted from the total number of divisions on the vernier scale and then the difference is multiplied by the least count.
For example, for the scales shown, the least count is 0.01 cm and the sixth division of the vernier scale coincides with a certain division of the main scale. The total number of divisions on vernier callipers is 10.
Zero error \(=-(10-6) \times\) L.C.
\(
=-4 \times 0.01 \mathrm{~cm}=-0.04 \mathrm{~cm}
\)
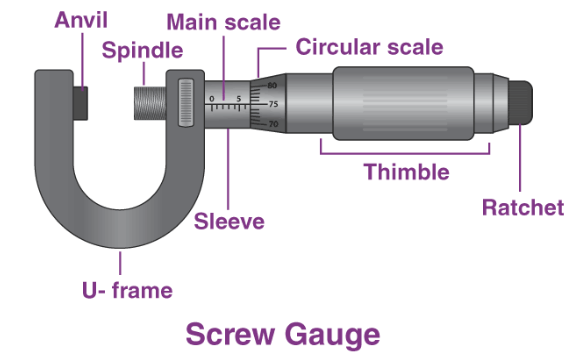
Screw Gauge
For the precise measurement of a spherical or a cylindrical object, a screw gauge is the best instrument.
Screw Gauge Measurement Using the Micrometer
Screw Gauge Formula
There are two parameters used in every screw gauge. They are the pitch and the least count of a screw gauge.
Pitch:
The pitch of the screw gauge is defined as the distance moved by the spindle per revolution which is measured by moving the head scale over the pitch scale in order to complete one full rotation.
Pitch of the screw gauge = (distance moved by a screw) /(no. of rotations given)
Least count:
The least count of the screw is defined as the distance moved by the tip of the screw when turned through one division of the head scale.
\(
\begin{aligned}
& \text { Least count (LC) of the screw gauge }=(\text { pitch }) /(\text { total no.of divisions on the circular } \\
& \text { scale })
\end{aligned}
\)
Least count of micrometer screw gauge \(=(1 \mathrm{~mm}) /(100)=0.01 \mathrm{~mm}\)
Micrometer screw gauge is defined as an instrument that is used for measuring the diameter of thin wires, the thickness of small sheets such as glass or plastics.
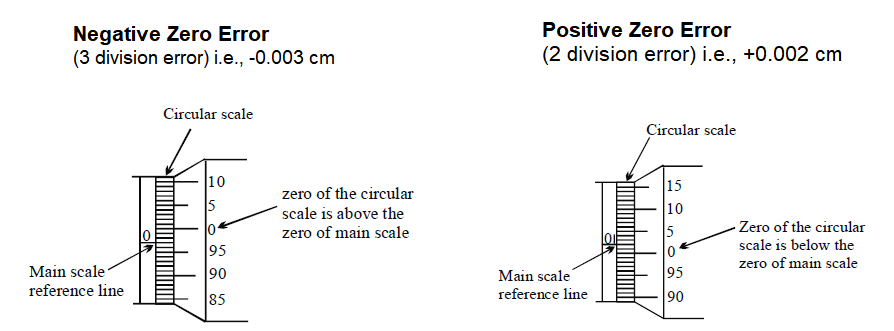
Screw Gauge Zero Error
If there is no object between the jaws (i.e., jaws are in contact), the screwgauge should give zero reading. But due to extra material on jaws, even if there is no object, it gives some excess reading. This excess reading is called Zero error. Error cane be postive or negative.
Example 3: A Vernier Calliper with no zero error is used to measure the diameter of a cylinder. The zero of the Vernier scale is observed between 4.20 cm and 4.25 cm on the main scale. The Vernier scale consists of 50 divisions, which are equivalent to 2.45 cm. The 11th division on the Vernier scale coincides exactly with one of the divisions on the main scale. What is the diameter of the cylinder?
Solution: Smallest division on the main scale \(=0.05 \mathrm{~cm}(4.25-4.20)\)
Main scale reading \(=4.20 \mathrm{~cm}\),
Vernier coincidence \(=24\)
Least Count \(=0.05-2.45 / 50=0.001 \mathrm{~cm}\).
Diameter \(=\) Main Scale Reading \(+(\) Vernier Coincidence \(\times\) Least Count \()\)
Diameter \(=4.20+11 \times 0.001\)
Diameter \(=4.211 \mathrm{~cm}\)
Thus, the diameter of the cylinder is 4.211 cm.
Example 4: A Vernier Calliper is used to measure the diameter of a cylinder. The main scale of the Calliper is calibrated in millimeters, and it is observed that 15 divisions on the main scale are equal in length to 20 divisions on the Vernier scale. When measuring the diameter, the main scale reading is 45 divisions, and the 8th division on the Vernier scale coincides with a division on the main scale. Find the least count of the vernier Calliper and the radius of the cylinder.
Solution: Determine the Least Count:
MSD (Main Scale Division) \(=0.1 \mathrm{~cm}\)
20 VSD (Vernier Scale Division) \(=15\) MSD
Therefore,
VSD \(=(19 / 20)\) MSD \(=(15 / 20) \times 0.1 \mathrm{~cm}=0.075 \mathrm{~cm}\)
Least Count \(=\) MSD – VSD
Least Count \(=0.1 \mathrm{~cm}-0.075 \mathrm{~cm}\)
Least Count \(=0.025 \mathrm{~cm}\)
Thus, the least count of the vernier Calliper is 0.025 cm.
Find the Radius:
Main Scale Reading \(=45 \mathrm{~mm}=4.5 \mathrm{~cm}\)
Diameter \(=\) Main scale reading \(+(\) vernier coincidence \(\times\) least count \()\)
Diameter \(=4.5 \mathrm{~cm}+(8 \times 0.025 \mathrm{~cm})\)
Diameter \(=4.5 \mathrm{~cm}+0.2 \mathrm{~cm}\)
Diameter \(=4.7 \mathrm{~cm}\)
Radius \(=\) Diameter \(/ 2=4.7 / 2=2.35 \mathrm{~cm}\)
Thus, the radius of cylinder is 2.35 cm.
Error Calculation
Absolute Error:
The magnitude of the difference between the individual measurement and the true value of the quantity is called the absolute error of the measurement. This is denoted by \(|\Delta a|\). In absence of any other method of knowing true value, we considered arithmetic mean as the true value.
\(
a_{\text {mean }}=\left(a_{1}+a_{2}+a_{3}+\ldots+a_{n}\right) / n
\)
or, \(a_{\text {mean }}=\sum_{i=1}^{n} a_{i} / n\)
Then the errors in the individual measurement values from the true value, are
\(\begin{aligned}&\Delta a_{1}=a_{1}-a_{\text {mean’ }}\\
&\Delta a_{2}=a_{2}-a_{\text {mean }} \text {, }\\
&\begin{array}{ccc}
\cdots & \cdots & \cdots \\
\cdots & \cdots & \ldots
\end{array}\\
&\Delta a_{n}=a_{n}-a_{\text {mean }}
\end{aligned}\)
The \(\Delta\) a calculated above may be positive in certain cases and negative in some other cases. But absolute error \(|\Delta a|\) will always be positive.
Mean absolute error
The arithmetic mean of all the absolute errors is taken as the final or mean absolute error of the value of the physical quantity \(a\). It is represented by \(\Delta a_{\text {mean }}\).
Thus,
\(
\Delta a_{\text {mean }}=\left(\left|\Delta a_{1}\right|+\left|\Delta a_{2}\right|+\left|\Delta a_{3}\right|+\ldots+\left|\Delta a_{n}\right|\right) / n
\)
\(
=\sum_{i=1}^{n}\left|\Delta a_{i}\right| / n
\)
If we do a single measurement, the value we get may be in the range \(a_{\text {mean }} \pm \Delta a_{\text {mean }}\)
i.e. \(a=a_{\text {mean }} \pm \Delta a_{\text {mean }}\)
or, \( a_{\text {mean }}-\Delta a_{\text {mean }} \leq a \leq a_{\text {mean }}+\Delta a_{\text {mean }}\)
This implies that any measurement of the physical quantity \(a\) is likely to lie between \(\left(a_{\text {mean }}+\Delta a_{\text {mean }}\right)\) and \(\left(a_{\text {mean }}-\Delta a_{\text {mean }}\right)\).
Relative Error or Percentage Error:
Instead of the absolute error, we often use the relative error or the percentage error \((\delta a)\). The relative error is the ratio of the mean absolute error \(\Delta a_{\text {mean }}\) to the mean value \(a_{\text {mean }}\) of the quantity measured.
Relative error \(=\Delta a_{\text {mean }} / a_{\text {mean }}\)
When the relative error is expressed in percent, it is called the percentage error \((\delta a)\).
Thus, the Percentage error
\(
\delta a=\left(\Delta a_{\text {mean }} / a_{\text {mean }}\right) \times 100 \%
\)
Example 5: We measure the period of oscillation of a simple pendulum. In successive measurements, the readings turn out to be \(2.63 \mathrm{~s}, 2.56 \mathrm{~s}, 2.42 \mathrm{~s}, 2.71 \mathrm{~s}\) and \(2.80 \mathrm{~s}\). Calculate the absolute errors, relative error or percentage error.
Solution: The mean period of oscillation of the pendụlum
\(
\begin{aligned}
T &=\frac{(2.63+2.56+2.42+2.71+2.80) \mathrm{s}}{5} \\
&=\frac{13.12}{5} \mathrm{~s}=2.624 \mathrm{~s} \\
&=2.62 \mathrm{~s}
\end{aligned}
\)
As the periods are measured to a resolution of \(0.01 \mathrm{~s}\), all times are to the second decimal; it is proper to put this mean period also to the second decimal. The errors in the measurements are
\(
\begin{aligned}
&2.63 \mathrm{~s}-2.62 \mathrm{~s}=0.01 \mathrm{~s} \\
&2.56 \mathrm{~s}-2.62 \mathrm{~s}=-0.06 \mathrm{~s} \\
&2.42 \mathrm{~s}-2.62 \mathrm{~s}=-0.20 \mathrm{~s} \\
&2.71 \mathrm{~s}-2.62 \mathrm{~s}=0.09 \mathrm{~s} \\
&2.80 \mathrm{~s}-2.62 \mathrm{~s}=0.18 \mathrm{~s}
\end{aligned}
\)
Note that the errors have the same units as the quantity to be measured. The arithmetic mean of all the absolute errors (for the arithmetic mean, we take only the magnitudes) is
\(
\begin{aligned}
\Delta T_{\text {mean }} &=[(0.01+0.06+0.20+0.09+0.18) \mathrm{s}] / 5 \\
&=0.54 \mathrm{~s} / 5 \\
&=0.11 \mathrm{~s}
\end{aligned}
\)
That means, the period of oscillation of the simple pendulum is \((2.62 \pm 0.11)\) s i.e. it lies between \((2.62+0.11) s\) and \((2.62-0.11) \mathrm{s}\) or between \(2.73 \mathrm{~s}\) and \(2.51 \mathrm{~s}\). As the arithmetic mean of all the absolute errors is \(0.11 \mathrm{~s}\), there is already an error in the tenth of a second. Hence there is no point in giving the period to a hundredth. A more correct way will be to write
\(
T=2.6 \pm 0.1 \mathrm{~s}
\)
Note that the last numeral 6 is unreliable, since it may be anything between 5 and 7. We indicate this by saying that the measurement has two significant figures. In this case, the two significant figures are 2, which is reliable, and 6, which has an error associated with it.
For this example, the relative error or the percentage error is
\(
\delta a=\frac{0.1}{2.6} \times 100=4 \%
\)
Combination of Errors:
If we do an experiment involving several measurements, we must know how the errors in all the measurements combine. When two quantities are added or subtracted, the absolute error in the final result is the sum of the absolute errors in the individual quantities.
Error of a sum or a difference:
Suppose two physical quantities \(A\) and \(B\) have measured values \(A \pm \triangle A, B \pm \Delta B\) respectively where \(\Delta A\) and \(\Delta B\) are their absolute errors. We wish to find the error \(\Delta Z\) in the sum
\(Z=A+B .\)
We have by addition, \(Z \pm \Delta Z\)
\(
=(A \pm \Delta A)+(B \pm \Delta B) .
\)
The maximum possible error in \(Z\)
\(
\Delta Z=\Delta A+\Delta B
\)
For the difference \(Z=A-B\), we have
\(
\begin{aligned}
Z \pm \Delta Z &=(A \pm \Delta A)-(B \pm \Delta B) \\
&=(A-B) \pm \Delta A \pm \Delta B
\end{aligned}
\)
or, \(\quad \pm \Delta Z=\pm \Delta A \pm \Delta B\)
The maximum value of the error \(\Delta Z\) is again \(\Delta A+\Delta B\).
Example 6: The temperatures of two bodies measured by a thermometer are \(t_{1}=20{ }^{\circ} \mathrm{C} \pm 0.5^{\circ} \mathrm{C}\) and \(t_{2}=50{ }^{\circ} \mathrm{C} \pm 0.5^{\circ} \mathrm{C}\). Calculate the temperature difference and the error therein.
Solution: \(t^{\prime}=t_{2}-t_{1}=\left(50^{\circ} \mathrm{C} \pm 0.5^{\circ} \mathrm{C}\right)-\left(20^{\circ} \mathrm{C} \pm 0.5^{\circ} \mathrm{C}\right)\)
\(
t^{\prime}=30{ }^{\circ} \mathrm{C} \pm 1{ }^{\circ} \mathrm{C}
\)
Error of a product or a quotient:
When two quantities are multiplied or divided, the relative error in the result is the sum of the relative errors in the multipliers.
Suppose \(Z=A B\) and the measured values of \(A\) and \(B\) are \(A \pm \Delta A\) and \(B \pm \Delta B\). Then
\(
\begin{aligned}
Z \pm \Delta Z &=(A \pm \Delta A)(B \pm \Delta B) \\
&=A B \pm B \Delta A \pm A \Delta B \pm \Delta A \Delta B .
\end{aligned}
\)
Dividing LHS by \(Z\) and RHS by \(A B\) we have, \(1 \pm(\Delta Z / Z)=1 \pm(\Delta A / A) \pm(\Delta B / B) \pm(\Delta A / A)(\Delta B / B) .\) Since \(\Delta A\) and \(\Delta B\) are small, we shall ignore their product.
Hence the maximum relative error
\(\Delta Z / Z=(\Delta \mathrm{A} / \mathrm{A})+(\Delta \mathrm{B} / \mathrm{B})\).
You can easily verify that this is true for the division also.
Example 7: The resistance \(R=V / I\) where \(V=(100 \pm 5) \mathrm{V}\) and \(I=(10 \pm 0.2) \mathrm{A}\). Find the percentage error in \(R\).
Solution: The percentage error in \(V\) is \(5 \%\) and in \(I\) it is \(2 \%\). The total error in \(R\) would therefore be \(5 \%+2 \%=7 \%\).
Example 8:Two resistors of resistances \(R_{1}=100 \pm 3 \mathrm{ohm}\) and \(R_{2}=200 \pm 4 \mathrm{ohm}\) are connected (a) in series, (b) in parallel. Find the equivalent resistance of the (a) series combination, (b) parallel combination. Use for (a) the relation \(R=R_{1}+R_{2}\) and for (b) \(\frac{1}{R^{\prime}}=\frac{1}{R_{1}}+\frac{1}{R_{2}}\) and \(\frac{\Delta R^{\prime}}{R^{\prime 2}}=\frac{\Delta R_{1}}{R_{1}^{2}}+\frac{\Delta R_{2}}{R_{2}^{2}}\)
Solution: (a) The equivalent resistance of a series combination
\(R=R_{1}+R_{2}=(100 \pm 3) \mathrm{ohm}+(200 \pm 4) \mathrm{ohm}\) \(=300 \pm 7\) ohm.
(b) The equivalent resistance of the parallel combination
\(
R^{\prime}=\frac{R_{1} R_{2}}{R_{1}+R_{2}}=\frac{200}{3}=66.7 \mathrm{ohm}
\)
Then, from \(\frac{1}{R^{\prime}}=\frac{1}{R_{1}}+\frac{1}{R_{2}}\)
we get,
\(
\frac{\Delta R^{\prime}}{R^{\prime 2}}=\frac{\Delta R_{1}}{R_{1}^{2}}+\frac{\Delta R_{2}}{R_{2}^{2}}
\)
\(\Delta R^{\prime}=\left(R^{\prime 2}\right) \frac{\Delta R_{1}}{R_{1}^{2}}+\left(R^{\prime 2}\right) \frac{\Delta R_{2}}{R_{2}^{2}}\)
\(
\begin{aligned}
&=\left(\frac{66.7}{100}\right)^{2} 3+\left(\frac{66.7}{200}\right)^{2} 4 \\
&=1.8
\end{aligned}
\)
Then, \(R^{\prime}=66.7 \pm 1.8 \mathrm{ohm}\)
(Here, \(\Delta \mathrm{R}\) is expressed as \(1.8\) instead of 2 to keep in conformity with the rules of significant figures.)
Error in case of a measured quantity raised to a power:
The relative error in a physical quantity raised to the power k is the k times the relative error in the individual quantity. \(\text { Suppose } Z=A^{2} \text {, }\)Then,
\(
\Delta Z / Z=(\Delta A / A)+(\Delta A / A)=2(\Delta A / A) .
\)
Hence, the relative error in \(A^{2}\) is two times the error in \(A\).
In general, if \(Z=A^{p} B^{q} / C^{r}\)
Then,
\(
\Delta Z / Z=p(\Delta A / A)+q(\Delta B / B)+r(\Delta C / C)
\)
Example 9:Find the relative error in \(Z\), if \(Z=A^{4} B^{1 / 3} / C D^{3 / 2}\) and the percentage error in the measurements of \(A, B, C\) and \(D\) are \(4 \%, 2 \%, 3 \%\) and \(1 \%\), respectively.
Solution: The relative error in \(Z\) is \(\Delta Z / Z=\) \(4(\Delta A / A)+(1 / 3)(\Delta B / B)+(\Delta C / C)+(3 / 2)(\Delta \mathrm{D} / D)\).
Given,
\(
\frac{\Delta A}{A} \times 100=4 \%
\)
\(
\begin{aligned}
& \frac{\Delta B}{B} \times 100=2 \% \\
& \frac{\Delta C}{C} \times 100=3 \% \\
& \frac{\Delta D}{D} \times 100=1 \%
\end{aligned}
\)
\(
\begin{aligned}
\frac{\Delta Z}{Z} \times 100 & =(4 \times 4 \%)+\left(\frac{1}{3} \times 2 \%\right)+3 \%+\left(\frac{3}{2} \times 1 \%\right) \\
& =\left(16+\frac{2}{3}+3+\frac{3}{2}\right) \% \\
& =21.16 \%
\end{aligned}
\)
The percentage error in the measurement of \(Z\) is \(21.16 \%\). Therefore, the relative error in \(Z\) is 0.2116.
Example 10:The period of oscillation of a simple pendulum is \(T=2 \pi \sqrt{L / g}\). The measured value of \(L\) is \(20.0 \mathrm{~cm}\) known to 1 mm accuracy and time for 100 oscillations of the pendulum is found to be 90 s using a wrist watch of 1 s resolution. What is the accuracy in the determination of \(g\)?
Solution: \(g=4 \pi^{2} L / T^{2}\)
Here, \(T=\frac{t}{n}\) and \(\Delta T=\frac{\Delta t}{n}\). Therefore, \(\frac{\Delta T}{T}=\frac{\Delta t}{t}\). The errors in both \(L\) and \(t\) are the least count errors. Therefore,
\((\Delta g / g)=(\Delta L / L)+2(\Delta T / T)\)
\(
=\frac{0.1}{20.0}+2\left(\frac{1}{90}\right)=0.027
\)
Thus, the percentage error in \(g\) is
\(
\begin{aligned}
100(\Delta g / g) &=100(\Delta L / L)+2 \times 100(\Delta T / T) \\
&=3 \%
\end{aligned}
\)
Tricks to Remember
Error in sum or difference t \(x=a \pm b\)
The maximum absolute error in \(x\) is
\(
\Delta x= \pm(\Delta a+\Delta b)
\)
i.e., The maximum absolute error in sum or difference of two quantities is equal to sum of the absolute errors in the individual quantities.
Error in product Let \(x=a b\)
Hence, maximum possible value of
\(
\frac{\Delta x}{x}= \pm\left(\frac{\Delta a}{a}+\frac{\Delta b}{b}\right)
\)
Therefore, maximum fractional error in product of two (or more) quantities is equal to sum of fractional errors in the individual quantities.
Error in division Let \(x=\frac{a}{b}\)
\(
\frac{\Delta x}{x}= \pm\left(\frac{\Delta a}{a}+\frac{\Delta b}{b}\right)
\)
Therefore, the maximum value of fractional error in the division of two (or more) quantities is equal to the sum of fractional errors in the individual quantities.
Note: When resistors in parallel
\(
\frac{1}{R_{e q}}=\frac{1}{R_1}+\frac{1}{R_2}
\)
Differentiating both sides, we get
\(
\frac{\Delta R_{e q}}{R_{e q}^2}=\frac{\Delta R_1}{R_1^2}+\frac{\Delta R_2}{R_2^2}
\)
Error in quantity raised to some power
\(
x=\frac{a^n}{b^m}
\)
Therefore, the maximum value of
\(
\frac{\Delta x}{x}= \pm\left(n \frac{\Delta a}{a}+m \frac{\Delta b}{b}\right)
\)
Example 11: The volumes of two bodies are measured to be \(V_1=(10.2 \pm 0.02) \mathrm{cm}^3\) and \(V_2=(6.4 \pm 0.01) \mathrm{cm}^3\). Calculate the sum and difference in volumes with error limits.
Solution: Given, \(V_1=(10.2 \pm 0.02) \mathrm{cm}^3\) and \(V_2=(6.4 \pm 0.01) \mathrm{cm}^3\)
\(
\begin{aligned}
& \Delta V= \pm\left(\Delta V_1+\Delta V_2\right)= \pm(0.02+0.01) \mathrm{cm}^3= \pm 0.03 \mathrm{~cm}^3 \\
& V_1+V_2=(10.2+6.4) \mathrm{cm}^3=16.6 \mathrm{~cm}^3
\end{aligned}
\)
and \(V_1-V_2=(10.2-6.4) \mathrm{cm}^3=3.8 \mathrm{~cm}^3\)
Hence, sum of volumes \(=(16.6 \pm 0.03) \mathrm{cm}^3\)
and difference of volumes \(=(3.8 \pm 0.03) \mathrm{cm}^3\)
Example 12: Calculate the focal length of a spherical mirror from the following observations. Object distance \(u=(50.1 \pm 0.5) \mathrm{cm}\) and image distance \(v=(20.1 \pm 0.2) \mathrm{cm}\).
Solution: Formula for the focal length of a spherical mirror,
\(
\begin{aligned}
& \frac{1}{f}=\frac{1}{v}+\frac{1}{u} \\
& f=\frac{u v}{u+v}=\frac{(50.1)(20.1)}{(50.1+20.1)}=14.3 \mathrm{~cm}
\end{aligned}
\)
On differentiating Eq. (i), we get
\(
\begin{aligned}
\frac{\Delta f}{f^2} & =\frac{\Delta u}{u^2}+\frac{\Delta v}{v^2} \\
\Delta f & =\frac{f^2}{u^2} \times \Delta u+\frac{f^2}{v^2} \Delta v \\
& =\left(\frac{14.3}{50.1}\right)^2 \times 0.5+\left(\frac{14.3}{20.1}\right)^2 \times 0.2 \\
& =0.0407+0.1012 \\
& = \pm 0.1419 \mathrm{~cm} \simeq \pm 0.1 \mathrm{~cm} \\
f & =(14.3 \pm 0.1) \mathrm{cm}
\end{aligned}
\)
Example 13: The radius of the sphere is measured to be \((2.1 \pm 0.5) \mathrm{cm}\). Calculate its surface area with error limits.
Solution: Surface area,
\(
\begin{aligned}
S & =4 \pi r^2=(4)\left(\frac{22}{7}\right)(2.1)^2 \\
& =55.44=55.4 \mathrm{~cm}^2
\end{aligned}
\)
Further,
\(
\frac{\Delta S}{S}=2 \frac{\Delta r}{r} \quad \text { or } \quad \Delta S=2\left(\frac{\Delta r}{r}\right)(S)
\)
\(
=\frac{2 \times 0.5 \times 55.4}{2.1}=26.38=26.4 \mathrm{~cm}^2
\)
\(
\therefore \quad S=(55.4 \pm 26.4) \mathrm{cm}^2
\)
Example 14: The mass and density of a solid sphere are measured to be \((12.4 \pm 0.1) \mathrm{kg}\) and \((4.6 \pm 0.2) \mathrm{kg} \mathrm{m}^{-3}\). Calculate the volume of the sphere with error limits.
Solution: Here, \(m \pm \Delta m=(12.4 \pm 0.1) \mathrm{kg}\)
\(
\rho \pm \Delta \rho=(4.6 \pm 0.2) \mathrm{kgm}^{-3}
\)
Volume, \(V=\frac{m}{\rho}=\frac{12.4}{4.6}=2.69 \mathrm{~m}^3=2.7 \mathrm{~m}^3\)(rounding off to one decimal place)
Now, \(\quad \frac{\Delta V}{V}= \pm\left(\frac{\Delta m}{m}+\frac{\Delta \rho}{\rho}\right)\)
or \(\quad \Delta V= \pm\left(\frac{\Delta m}{m}+\frac{\Delta \rho}{\rho}\right) \times V\)
\(
= \pm\left(\frac{0.1}{12.4}+\frac{0.2}{4.6}\right) \times 2.7= \pm 0.14
\)
\(
\therefore \quad V \pm \Delta V=(2.7 \pm 0.14) \mathrm{m}^3
\)
Example 15: A thin copper wire of length \(L\) increase in length by \(2 \%\) when heated from \(T_1\) to \(T_2\). If a copper cube having side 10 L is heated from \(T_1\) to \(T_2\), what will be the percentage change in
(i) area of one face of the cube and
(ii) Volume of the cube?
Solution: (i) Area, \(A=10 \mathrm{~L} \times 10 \mathrm{~L}=100 \mathrm{~L}^2\)
Percentage change in area
\(
\begin{aligned}
& =\frac{\Delta A}{A} \times 100=2 \times \frac{\Delta L}{L} \times 100 \\
& =2 \times 2 \%=4 \%
\end{aligned}
\)
(ii) Volume, \(V=10 \mathrm{~L} \times 10 \mathrm{~L} \times 10 \mathrm{~L}=1000 \mathrm{~L}^3\)
Percentage change in volume
\(
=\frac{\Delta V}{V} \times 100=3 \frac{\Delta L}{L} \times 100=3 \times 2 \%=6 \%
\)
Example 16: Calculate the percentage error in the determination of time period of a pendulum
\(
T=2 \pi \sqrt{\frac{l}{g}}
\)
where, \(l\) and \(g\) are measured with \(\pm 1 \%\) and \(\pm 2 \%\) errors.
Solution: Percentage error in time period,
\(
\begin{aligned}
\frac{\Delta T}{T} \times 100 & = \pm\left(\frac{1}{2} \times \frac{\Delta l}{l} \times 100+\frac{1}{2} \times \frac{\Delta g}{g} \times 100\right) \\
& = \pm\left(\frac{1}{2} \times 1 \%+\frac{1}{2} \times 2 \%\right)= \pm 1.5 \%
\end{aligned}
\)